莆田鋁壓條型號的壓制需要通過7000t壓力機對所形成的板進行30分鐘的加壓,并且在23.5MPa的高壓下對板進行脫水以提高板的強度和密實性。
莆田鋁壓條型號的壓制需要通過7000t壓力機對所形成的板進行30分鐘的加壓,并且在23.5MPa的高壓下對板進行脫水以提高板的強度和密實性。然后會進行預固化和脫模工作,濕板在預固化窯中預固化,并在獲得一定強度模。預培養溫度為50-70℃,預培養時間為4-5小時。高壓釜固化也是要注意的,脫模后,將板坯送入高進行24小時高壓釜固化,蒸氣壓為1.2MPa,溫度為190℃。
吊頂吊桿配件
輕鋼吊頂配件
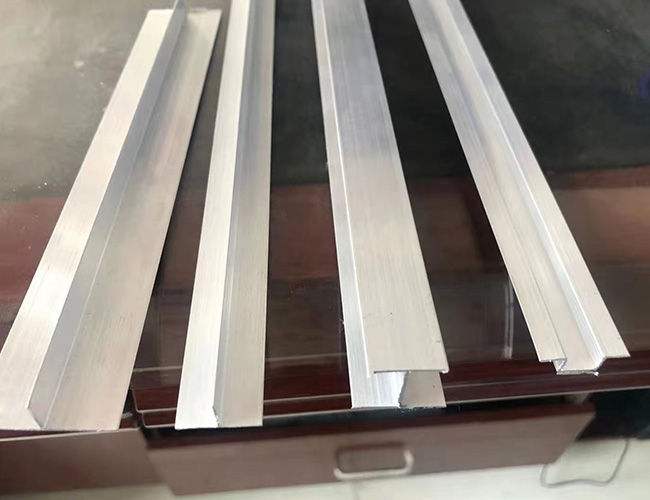
鋁扣副龍骨
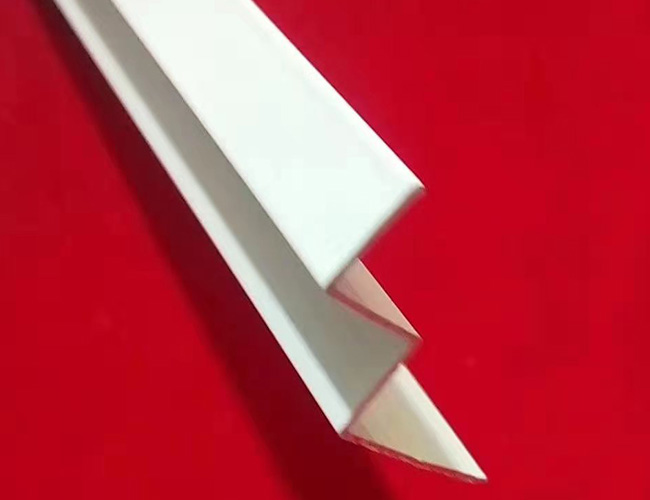
W邊角鋁龍骨
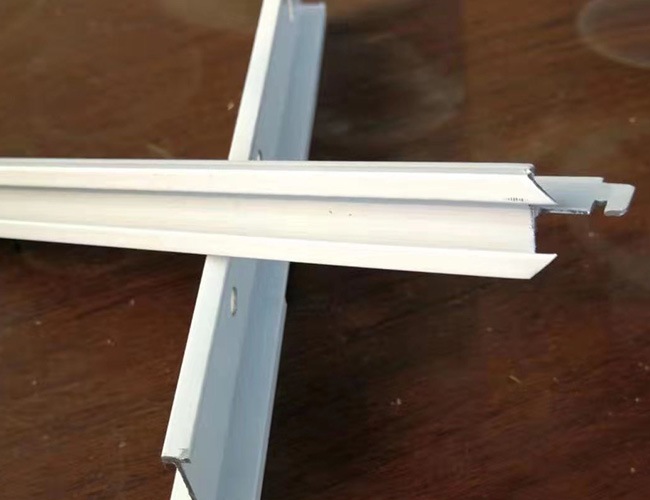
立體凹槽龍骨
技術支持:
備案號:閩ICP備2021008129號-1
主營:福州輕鋼龍骨,福州礦棉板,福州穿孔吸音板,福建輕鋼龍骨,福建礦棉板,福建穿孔吸音板,莆田輕鋼龍骨,莆田礦棉板,莆田穿孔吸音板,三明輕鋼龍骨,三明礦棉板,三明穿孔吸音板,泉州輕鋼龍骨,泉州礦棉板,泉州穿孔吸音板,漳州吊頂輕鋼龍骨,漳州礦棉板,漳州穿孔吸音板,南平輕鋼龍骨隔墻,南平礦棉板,南平穿孔吸音板,龍巖,寧德,廈門等城市,歡迎來電咨詢!